радиаторов под давлением.
Заказчик: ООО «Русский радиатор», п. Надвоицы.
Отрасль: металлургия.
Цель: Сокращение времени цикла и себестоимости отливок, существенное
увеличение экономической эффективности, качества и безопасности труда
рабочих.
Разработчик решения: ООО УРТЦ «Альфа-Интех».
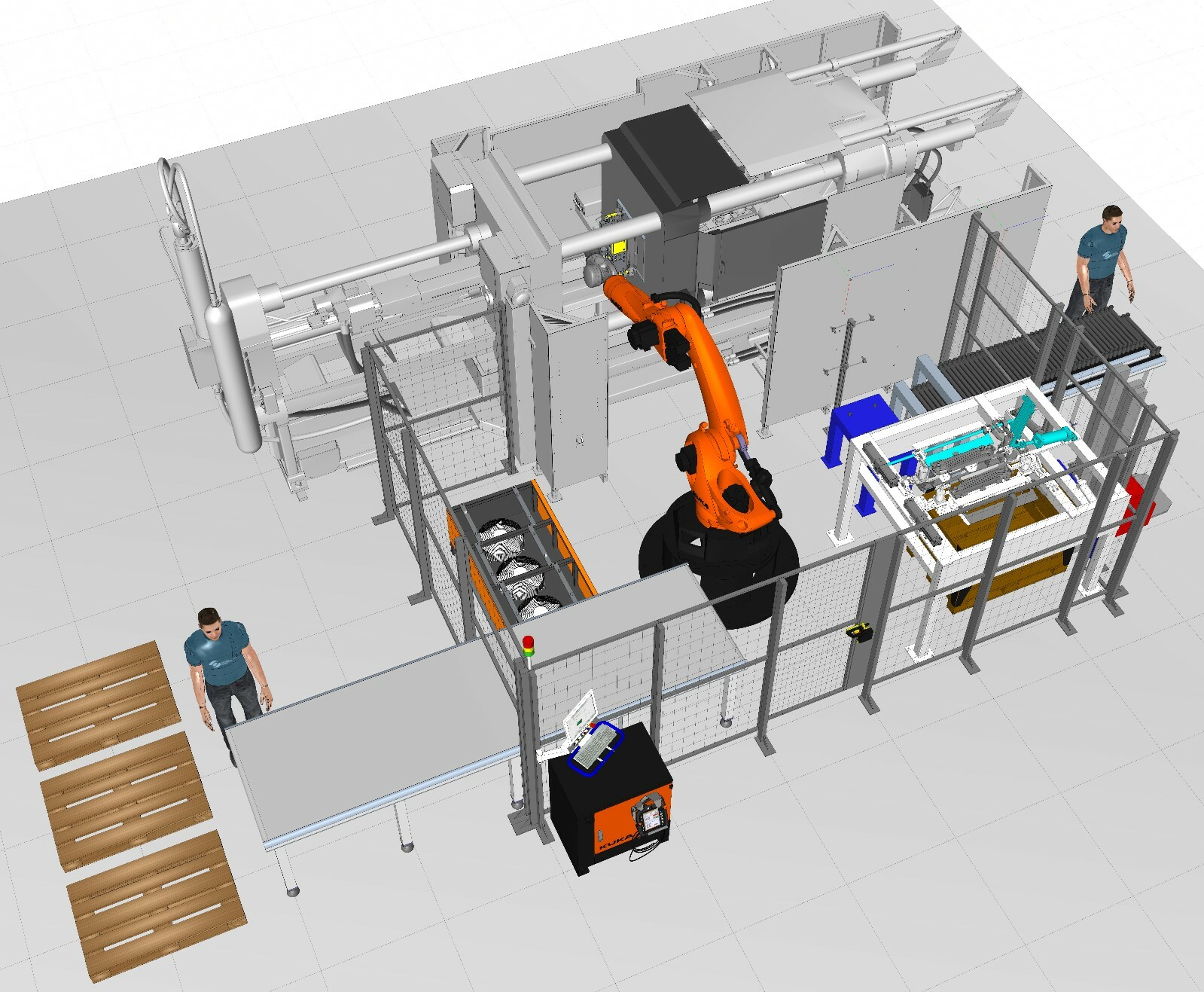
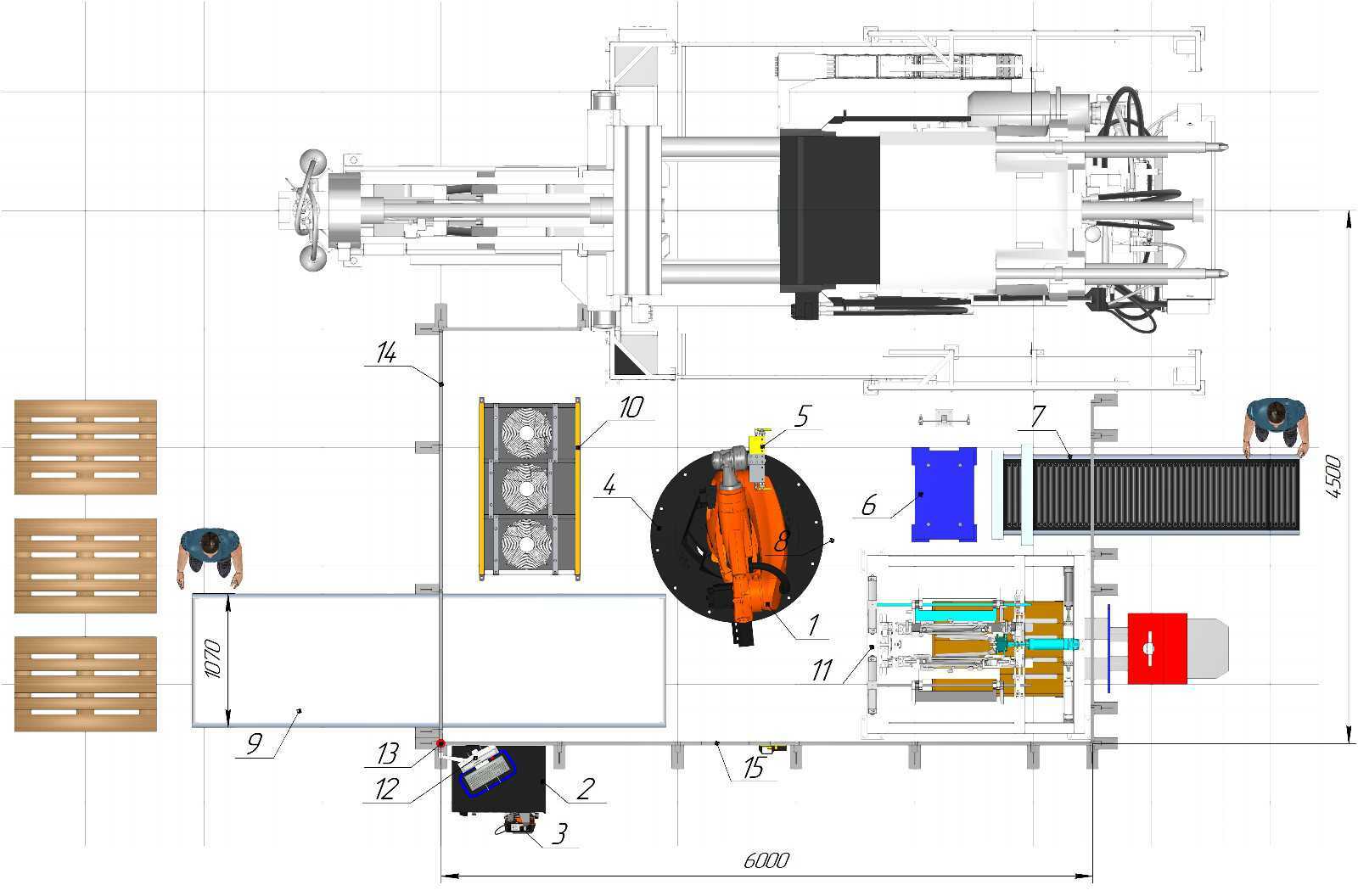
Оборудование:
- промышленный робот KUKA KR 150 R2700 extra F-HP
- захват пневматический термозащищенный;
- стойка контроля целостности изделий;
- устройство для обломки литьевой питающей системы и удаления облоя;
- наклонный лоток для отбракованных радиаторов и обломленных
- конвейер двухуровневый для подачи закладных элементов;
- стол-кондуктор для укладки и позиционирования закладных элементов;
- стойка охлаждения радиаторов;
- отводящий конвейер для выдачи секций радиаторов;
- система управления комплексом с сенсорной панелью;
- система безопасности.
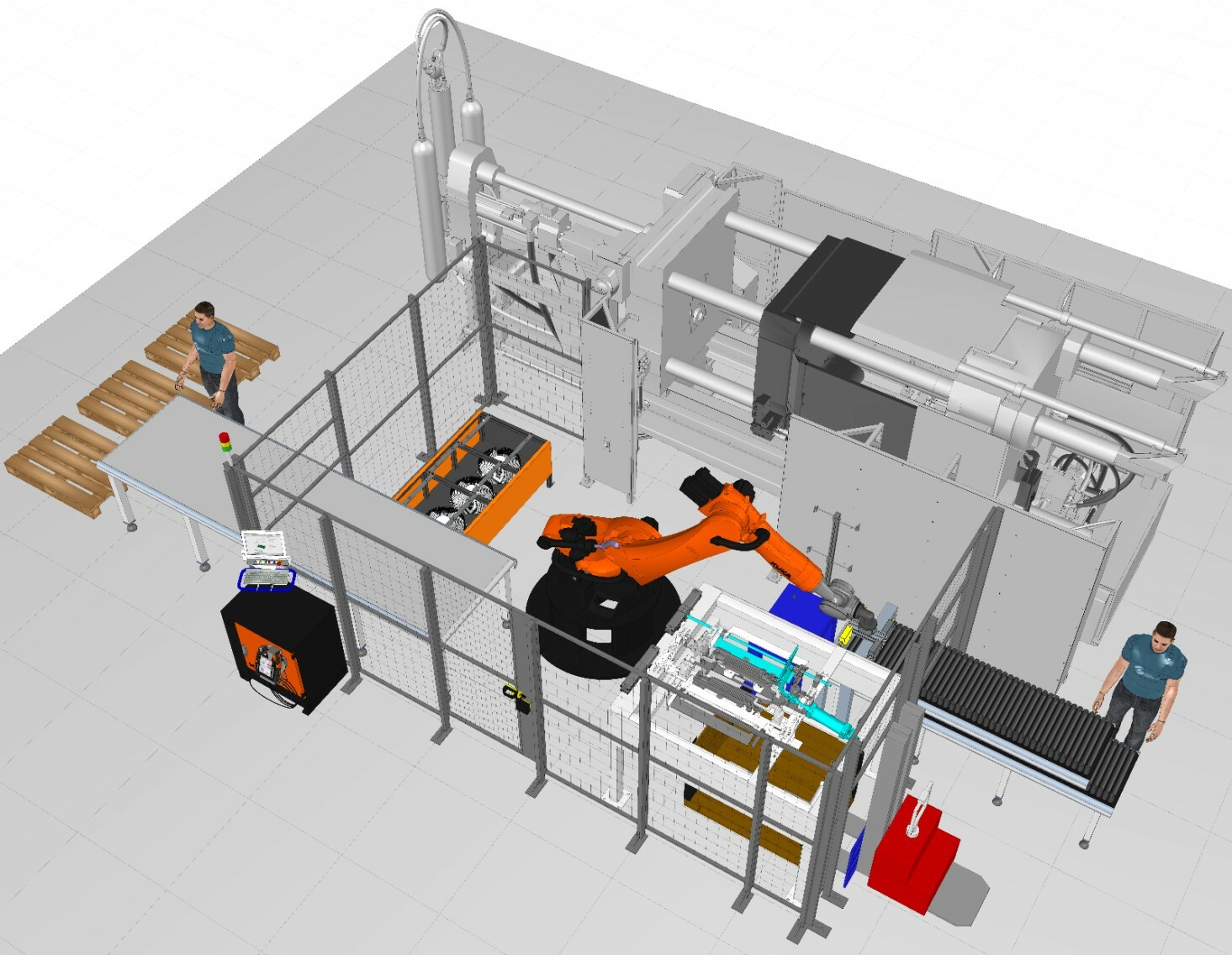
В состав РТК входит промышленный робот специальной серии Foundry. Серия
Foundry спроектирована специально, для работы в жарких и агрессивных средах
литейной и ковочной промышленности. Специальное покрытие кисти робота
защищает от теплового излучения, а создание избыточного давления в кисти
робота исключает возможность проникновения пыли и влаги и обеспечивает
степень защиты кисти робота IP67.
Описание: Литьевая машина осуществляет цикл литья.
Во время выполнения цикла литья изделия робот снимает отливку с обломщика и укладывает её на отводящий конвейер. Затем робот снимает отливку со стойки охлаждения и устанавливает её в обломщик для удаления ЛПС. Далее робот снимает с подающего конвейера поочередно два стальных коллектора (с левой и правой резьбой) и укладывает их на стол-кондуктор для перехватывания. После завершения цикла литьевой машины робот извлекает отливку и перемещает её к стойке контроля полноты отливки.
После контроля отливки робот перемещает её на стойку охлаждения в случае получения сигнала о целостности отливки со стойки контроля или в контейнер под брак при получении сигнала о браке от стойки контроля. Далее робот снимает со стола кондуктора пару стальных коллекторов и устанавливает их в литьевую машину.
Далее цикл повторяется.
В данной конфигурации РТК возможно изготовление алюминиевых и биметаллических радиаторов. При изготовлении биметаллических радиаторов стальные коллекторы подаются на участок РТК по двухуровневому конвейеру-накопителю, емкость которого обеспечивает РТК коллекторами на 40 минут. Загрузка конвейера стальными коллекторами осуществляется оператором снаружи РТК без остановки работы комплекса. При работе РТК с алюминиевыми радиаторами из технологического процесса исключаются операции по загрузке стальных коллекторов в литьевую машину.
Стойка охлаждения имеет несколько мест для установки отливок для обеспечения охлаждения отливки до требуемой температуры перед операциями удаления литниковой питающей системы и облоя. Это позволяет исключить возможность повреждения отливок при механическом воздействии вследствие её пластичности при высоких температурах.
Результат: Существенное увеличение экономической эффективности за счет уменьшения времени цикла, повышения качества, повышения производительности. Повышение безопасности на производстве путем освобождения работников от утомительных и травмоопасных операций при работе с горячими отливками в опасной зоне машины литья под давлением.
Видео:
Была ли использована государственная мера поддержки при внедрении:
нет.
Компания-источник предоставленной информации: ООО УРТЦ «Альфа-
Интех».