Клиент
Предприятие-производитель металлических кронштейнов для вентиляционного оборудования. Кронштейны используются как крепёжные элементы для различных конструкций, имеют небольшие габариты и требуют аккуратных, прочных сварных соединений. Компания стремится повысить производительность и качество сварки, сократить время цикла и уменьшить последующую механическую обработку швов.
Задача
Клиент обратился в GROBOTP с задачей по повышению роботизации процесса сварки кронштейнов. Изначально был заказан робот, оснащённый традиционной дуговой сваркой MIG/MAG. Однако до того, как оборудование было поставлено, клиент выразил желание заменить робота на вариант с лазерной сваркой. Основные мотивы смены технологии:
Требовалось подтвердить, что результат лазерной сварки удовлетворяет ожиданиям клиента по качеству и прочности соединений.
Предприятие-производитель металлических кронштейнов для вентиляционного оборудования. Кронштейны используются как крепёжные элементы для различных конструкций, имеют небольшие габариты и требуют аккуратных, прочных сварных соединений. Компания стремится повысить производительность и качество сварки, сократить время цикла и уменьшить последующую механическую обработку швов.
Задача
Клиент обратился в GROBOTP с задачей по повышению роботизации процесса сварки кронштейнов. Изначально был заказан робот, оснащённый традиционной дуговой сваркой MIG/MAG. Однако до того, как оборудование было поставлено, клиент выразил желание заменить робота на вариант с лазерной сваркой. Основные мотивы смены технологии:
- более высокая скорость сварки (в 1,5-2 раза быстрее дуговой);
- минимальное тепловложение — отсутствие деформаций мелких деталей;
- чистый шов без брызг, не требующий зачистки.
Требовалось подтвердить, что результат лазерной сварки удовлетворяет ожиданиям клиента по качеству и прочности соединений.
Внедрение промышленного робота для лазерной сварки
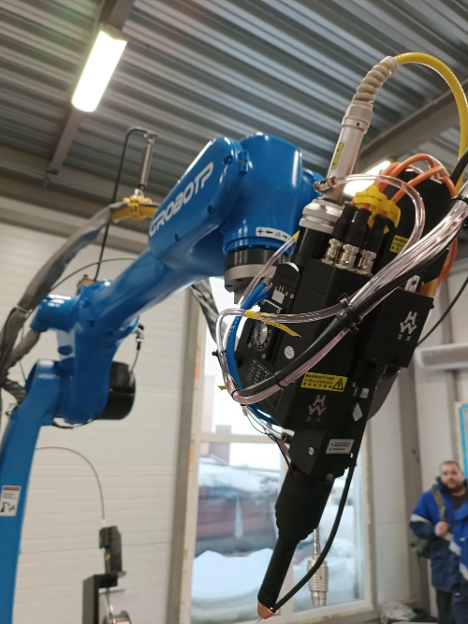
GROBOTP произвёл тестовую сварку изделий клиента на демонстрационном оборудовании с лазерным источником. Было принято решении о внедрении робота RA20-12-J с лазерным источником LASER WELDING 2000W Результат сварки полностью оправдал ожидания:
После успешных тестов клиент принял решение о замене оборудования на роботизированный комплекс с лазерной сваркой.
Оптимизация компоновки: максимальное количество заготовок в рабочей зоне
Кронштейны имеют небольшой размер, а сварка каждого кронштейна производится быстро — буквально несколько секунд. Для клиента было особенно важно разместить в рабочей зоне робота как можно больше заготовок, чтобы оператору приходилось как можно реже производить выемку сваренных изделий и закладку новых. Это напрямую влияет на производительность: чем больше деталей в одной партии, тем меньше простоев на загрузку-выгрузку.
Однако инструмент робота для лазерной сварки (лазерная голова) имеет большие габариты по сравнению с горелкой полуавтомата MIG/MAG. Это создавало риск коллизий при сварке близко расположенных деталей. GROBOTP провёл серию испытаний, на которых были выявлены:
Полученное расстояние оказалось вполне приемлемым, а количество заготовок, размещаемых в рабочей зоне, удовлетворяло пожеланиям клиента. На столе удалось разместить до 20 кронштейнов вместо 15 при первоначальной оценке.
Результат от внедрения сварочного робота
Клиент получил современное решение, которое не только заменило устаревшую технологию, но и превзошло ожидания по производительности. Возможность размещать большое количество деталей в одной зоне сварки стала ключевым фактором удовлетворённости.
GROBOTP произвёл тестовую сварку изделий клиента на демонстрационном оборудовании с лазерным источником. Было принято решении о внедрении робота RA20-12-J с лазерным источником LASER WELDING 2000W Результат сварки полностью оправдал ожидания:
- швы получились ровными, без пор и подрезов;
- прочность соединений соответствовала требованиям клиента;
- отсутствие брызг исключило необходимость зачистки.
После успешных тестов клиент принял решение о замене оборудования на роботизированный комплекс с лазерной сваркой.
Оптимизация компоновки: максимальное количество заготовок в рабочей зоне
Кронштейны имеют небольшой размер, а сварка каждого кронштейна производится быстро — буквально несколько секунд. Для клиента было особенно важно разместить в рабочей зоне робота как можно больше заготовок, чтобы оператору приходилось как можно реже производить выемку сваренных изделий и закладку новых. Это напрямую влияет на производительность: чем больше деталей в одной партии, тем меньше простоев на загрузку-выгрузку.
Однако инструмент робота для лазерной сварки (лазерная голова) имеет большие габариты по сравнению с горелкой полуавтомата MIG/MAG. Это создавало риск коллизий при сварке близко расположенных деталей. GROBOTP провёл серию испытаний, на которых были выявлены:
- минимальное расстояние между деталями, при котором угол подхода инструмента остаётся оптимальным для стабильного процесса сварки;
- допустимые углы наклона лазерной головки для доступа к труднодоступным зонам кронштейнов;
- оптимальная схема расположения заготовок на позиционере или сварочном столе.
Полученное расстояние оказалось вполне приемлемым, а количество заготовок, размещаемых в рабочей зоне, удовлетворяло пожеланиям клиента. На столе удалось разместить до 20 кронштейнов вместо 15 при первоначальной оценке.
Результат от внедрения сварочного робота
- Клиенту поставлен роботизированный комплекс с лазерной сваркой (вместо исходного MIG/MAG).
- Быстрая, стабильная и качественная сварка кронштейнов — время цикла на один кронштейн сокращено .
- Оптимизированная компоновка позволила размещать на 25% больше заготовок на одном столе, сократив время на перезагрузку.
- Снижение затрат на финишную обработку — швы не требуют зачистки.
- Стабильность процесса — отсутствие разбрызгивания и деформаций гарантирует повторяемость качества от партии к партии.
Клиент получил современное решение, которое не только заменило устаревшую технологию, но и превзошло ожидания по производительности. Возможность размещать большое количество деталей в одной зоне сварки стала ключевым фактором удовлетворённости.