Задача
Крупнейший российский машиностроительный завод «ТОНАР» - производитель прицепной и полуприцепной техники, самосвалов, автопоездов повышенной грузоподъемности. Производство такой техники - это сложный технологический процесс, основанный на сварке листов металла большой толщины. Мощные металлоконструкции обеспечивают большую надёжность и грузоподъёмность. Но сварка таких изделий – кропотливый, длительный и физически тяжёлый процесс, требующий больших усилий и профессионального мастерства.
Чтобы обеспечить высокий уровень качества и производительности завод «ТОНАР» выполняет переход на автоматизацию и роботизацию производства, постоянно выбирая оптимальные условия поставки, наладки, технической поддержки и качества поставляемого оборудования. Важным условием при выборе поставщиков оборудования для роботизации завода является возможность компании-поставщика спроектировать аналог уже имеющимся роботизированным ячейкам и умение наладчиков подключать периферийные роботизированные устройства к роботам других моделей.
Заказчик
Крупнейший российский машиностроительный завод «ТОНАР»
Отрасль
Машиностроение
Цель
Обеспечить высокий уровень качества и производительности.
Разработчик решения
Smart Mechanical Devices (OOO «СМД»)
Крупнейший российский машиностроительный завод «ТОНАР» - производитель прицепной и полуприцепной техники, самосвалов, автопоездов повышенной грузоподъемности. Производство такой техники - это сложный технологический процесс, основанный на сварке листов металла большой толщины. Мощные металлоконструкции обеспечивают большую надёжность и грузоподъёмность. Но сварка таких изделий – кропотливый, длительный и физически тяжёлый процесс, требующий больших усилий и профессионального мастерства.
Чтобы обеспечить высокий уровень качества и производительности завод «ТОНАР» выполняет переход на автоматизацию и роботизацию производства, постоянно выбирая оптимальные условия поставки, наладки, технической поддержки и качества поставляемого оборудования. Важным условием при выборе поставщиков оборудования для роботизации завода является возможность компании-поставщика спроектировать аналог уже имеющимся роботизированным ячейкам и умение наладчиков подключать периферийные роботизированные устройства к роботам других моделей.
Заказчик
Крупнейший российский машиностроительный завод «ТОНАР»
Отрасль
Машиностроение
Цель
Обеспечить высокий уровень качества и производительности.
Разработчик решения
Smart Mechanical Devices (OOO «СМД»)
Оборудование
Описание
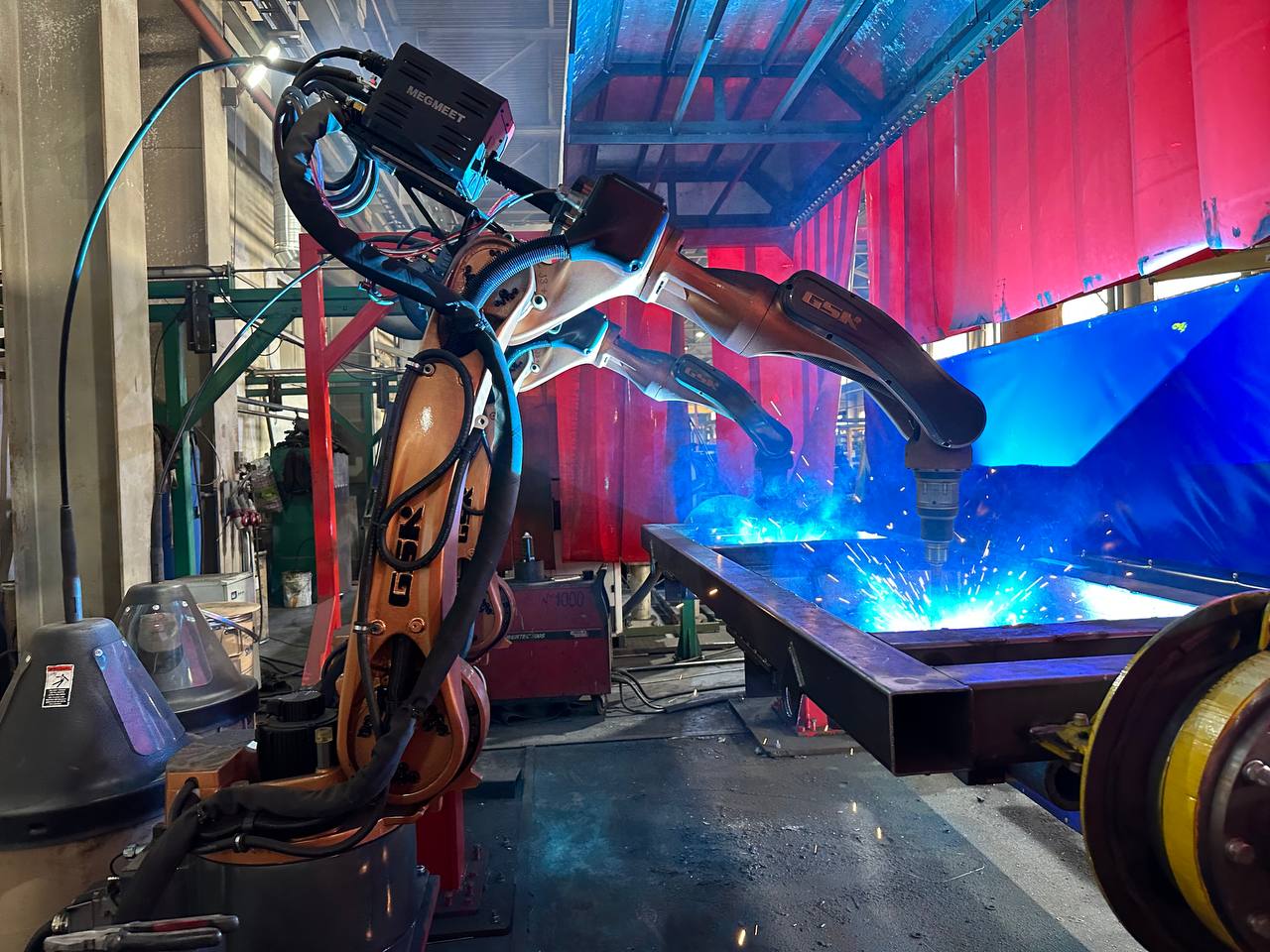
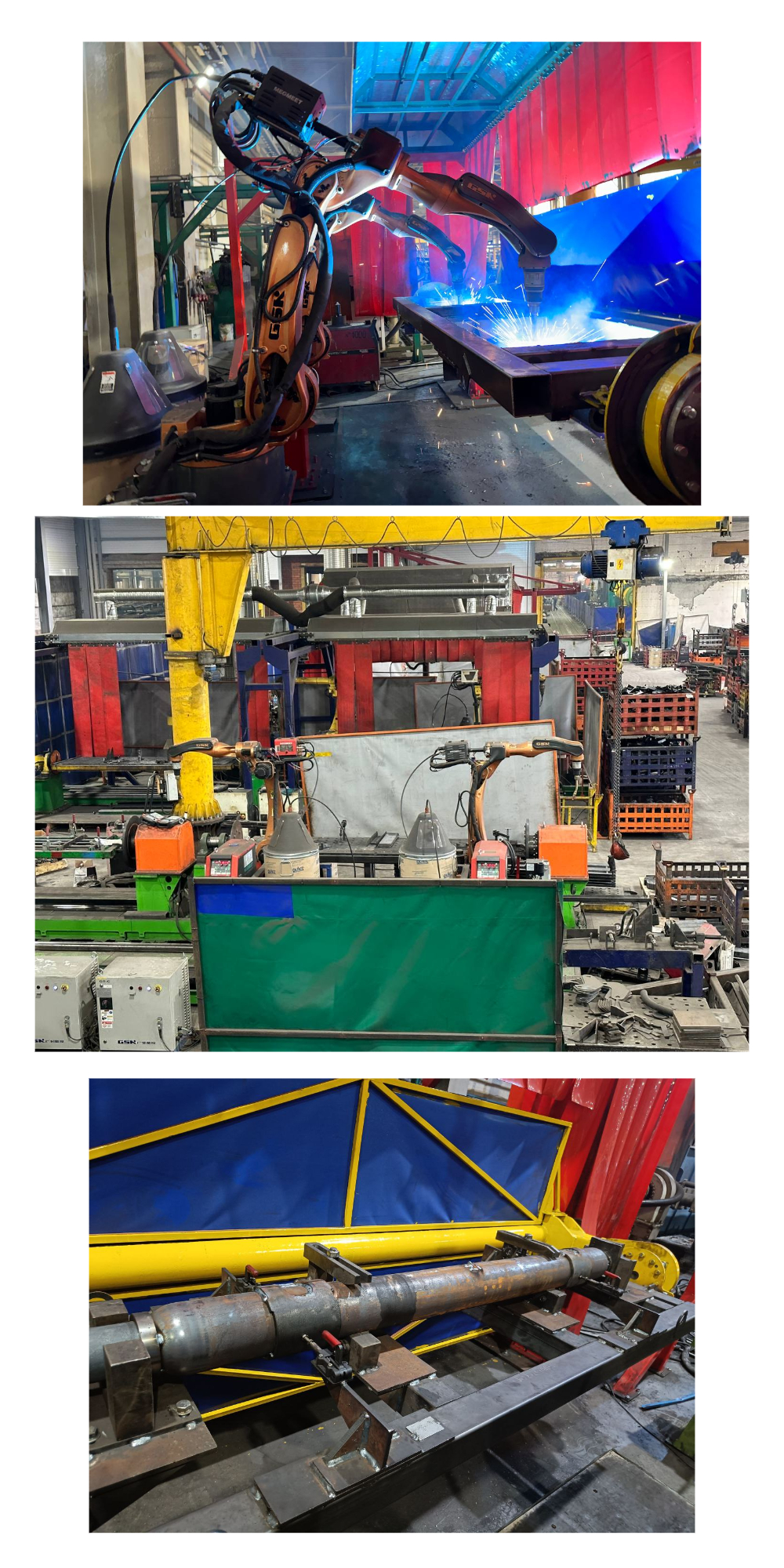
Комплекс роботизированной сварки ТОНАР работает следующим образом:
Результат
Данная ячейка обрабатывает одну заготовку за 8 минут, требуя от оператора только снятие готовых изделий и установку новых заготовок. В сравнение с ручной сваркой получаемые соединения более прочные, стабильные и не требуют постобработки и высокого профессионализма от сварщика. Участие в данном проекте позволило специалистам нашей компании учесть полученный опыт в других проектах по роботизации сварки, оптимизировать конструкцию позиционеров собственного производства, разработать типовые решения.
- Сварочных роботов с полой рукой серии RH06A2, производства GSX – 2 шт
- Интеллектуальные сварочные полуавтоматы Proxima, производства MGT – 2 шт
- Станции очистки горелок – 2 шт
- Комплект оборудования (драйвер + двигатели + комплект кабелей) для подключения внешней оси, сконструированной и разработанной заказчиком
Описание
Комплекс роботизированной сварки ТОНАР работает следующим образом:
- Оператор закрепляет заготовки для оси полуприцепа в кондукторе и устанавливает привариваемую накладку.
- При подаче команды оператором позиционер меняет местами обработанное изделие с заготовками.
- Перед обработкой каждой детали оба робота подводятся к станциям очистки роботизированных горелок для подрезки проволоки и срезки нагара.
- Оба робота находят положение накладки, применяя контактный метод слежения TOUCHSENSE, после чего начинают обработку. В зависимости от смещения накладки смещается и положение сварных швов.
- В то время как роботы сваривают изделие, оператор снимает обработанную ранее ось и устанавливает новую заготовку.
- По окончанию процесса установки заготовок оператор даёт команду для вращения позиционера, и цикл повторяется.
Результат
Данная ячейка обрабатывает одну заготовку за 8 минут, требуя от оператора только снятие готовых изделий и установку новых заготовок. В сравнение с ручной сваркой получаемые соединения более прочные, стабильные и не требуют постобработки и высокого профессионализма от сварщика. Участие в данном проекте позволило специалистам нашей компании учесть полученный опыт в других проектах по роботизации сварки, оптимизировать конструкцию позиционеров собственного производства, разработать типовые решения.