клиент из города Сызрань.
ОТРАСЛЬ:
тяжелое машиностроение.
ЗАДАЧА:
внедрение CAM-решения для программирования сварки с использованием технологического пакета KUKA ArcTech.
ЦЕЛЬ:
автономное программирование сварки в мелкосерийном производстве.
РАЗРАБОТЧИК РЕШЕНИЯ:
Кравченко Константин, Кандидат технических наук
Ведущий инженер технической поддержки.
ОБОРУДОВАНИЕ/ПО:
Autodesk PowerMILL Robot.
ОПИСАНИЕ:
Роботизация во много ассоциируется со сваркой. Сварка роботами – это уже стереотип, некий стандарт роботизации. Казалось бы, уже многие вопросы должны быть решены. И все же это не до конца верно. Как правило, роботизированная сварка применяется в серийном производстве. Для клиента из города Сызрань мы столкнулись с задачей автономного программирования сварки в мелкосерийном производстве. Номенклатура изделий часто меняется, а самое главное, меняются конфигурации швов. Часть швов может быть запрограммирована параметрически, и применение CAM-систем не требуется, а часть швов имеют форму, не позволяющую выполнить параметрическое программирование.
Мы столкнулись с рядом интересных задач при внедрении CAM-решения для программирования сварки:
- управляющая программа должна состоять из формуляров;
- в каждом файле управляющей программы должно быть не более 2000 строк;
- CAM-система должна распознавать первую и последнюю точку для каждого рабочего сегмента траектории сварки;
- пользователю должны быть предоставлены инструменты для задания параметров сварки таких как форма кратера, параметры колебаний электрода при сварке.
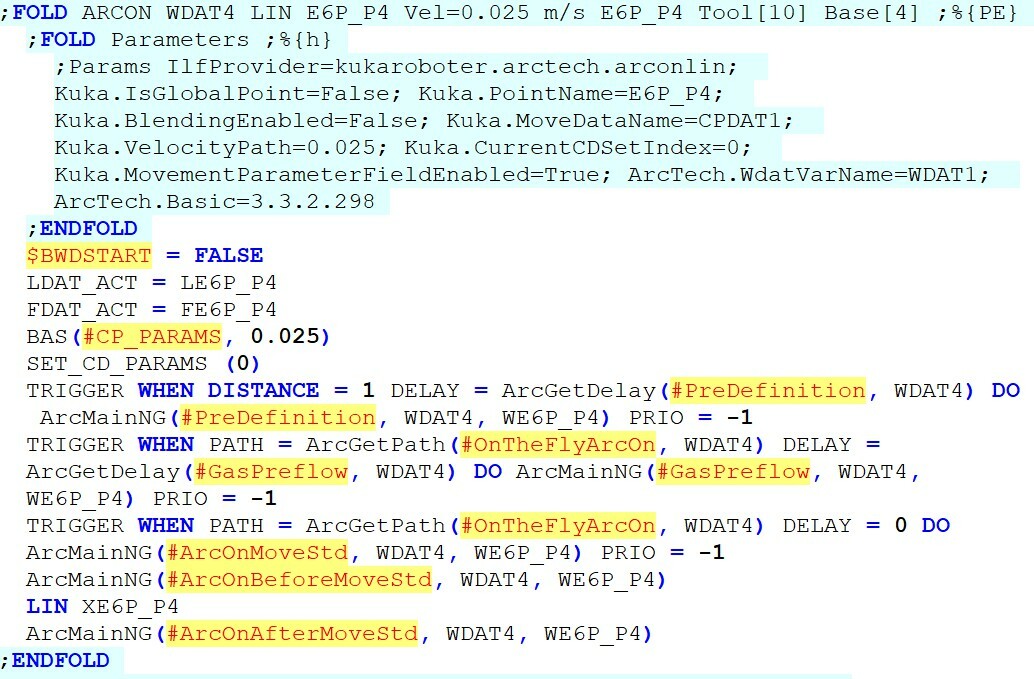
Технологический пакет KUKA ArcTech предоставляет ряд формуляров для программирования сварки – включение сварки, отключение сварки, перемещение в режиме сварки. Например, на рис.4.9 показан пример формуляра для активации сварки в заданной точке. Такие формуляры объединены в SRC-файл управляющей программы робота.
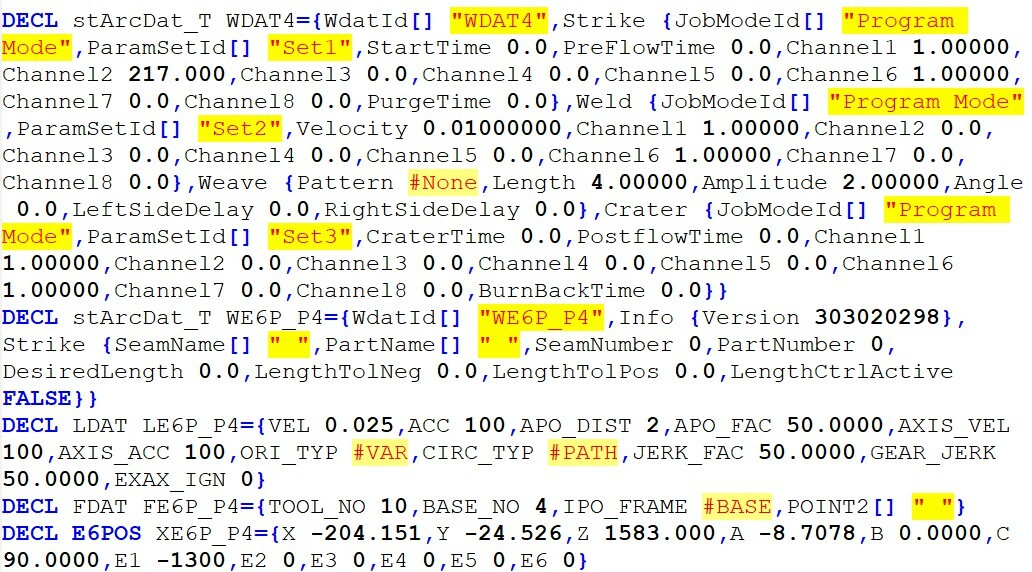
Все сопутствующие параметры, на которые ссылается формуляр объявлены в отдельном файле (DAT-файл) и имеют вид, показанный на рис.4.10. Эти параметры задают режим сварки, форму колебаний, вид шва, форму кратера, координаты точки и т.д..
РЕЗУЛЬТАТ:
Специалист Группы Компаний «ПЛМ Урал» доработал исходный код модуля для программирования роботов и реализовал дополнительные инструменты для работы с траекториями сварки. Например, обновленный модуль программирования роботов распознает точки включения/отключения сварки, а для сегментов траектории, описанных всего двумя точками, добавляет промежуточную. Также для пользователя теперь доступны дополнительные параметры сварки – форма кратера, параметры формы и направления колебаний электрода при сварке. За корректность структуры SRC и DAT файлов управляющей программы отвечает постпроцессор, специально разработанный для данного РТК.